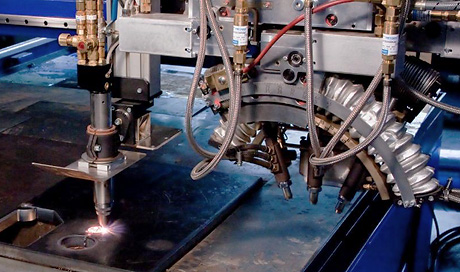
Oxyfuel cutting is a combustion process using oxygen/fuel gas flame. The heating flame brings the material up to its ignition temperature. Then a jet of Oxygen at least 99,5 % pure is blown onto the heated spot. The Oxygen jet oxidizes the metal. The torch is moved and a narrow cutting kerf is created, removing the slag from the kerf. The quality of the cut depends on the surface condition of the material, cut-velocity and thickness.
All low alloy steel with a material thickness up to several decimeters can be cut with this process. Despite the increasing significance of the other cutting processes such as plasma and laser cutting, oxyfuel flame cutting is still a very economical process. For heavy material thicknesses up to 1200 mm there is no alternative to flame cutting.
CHARACTERISTICS:
- Plate thickness: 3 mm up to 2800 mm
- Typical: 10 mm up to 300 mm
KEY FEATURES:
- Good cut quality
- Smooth, vertical cutting surface
- Metallurgical perfect surfaces (oxidized)
Machine flame cutting ensures reliable hole-piercing, good cutting quality and allows the production of components to their finished sizes without the need for further processing. For weld seam preparations V, Y and K cuts can be produced.
Other Popular Solutions by Messer India
Laser Cutting Machines | Plasma Cutting Machine | Flashback Arrestor | Pressure Regulator | Gas Cutting Torch
Contact
Messer Cutting Systems India Private Limited
Sales & Marketing Office:
Office No. A, First Floor, ‘C’ Building, MBC Park, Kasarwadavali, Near Hypercity Mall, Thane West – 400 615
+91 77084 46444
Click to WhatsApp